Thiết kế hệ thống PLC cho dây chuyền sản xuất ổn định
Để một dây chuyền chạy ổn định qua nhiều ca mà không phát sinh lỗi ngắt quãng, phần cốt lõi thường không nằm ở cảm biến hay cơ cấu chấp hành, mà nằm ở cách thiết kế hệ thống PLC từ kiến trúc tín hiệu, logic liên động đến chiến lược an toàn và chẩn đoán. Với kinh nghiệm triển khai từ khâu thiết kế cơ khí, CAD đến hồ sơ sản xuất và QC tự động, tôi thấy một hệ PLC “đúng chuẩn” luôn giảm đáng kể thời gian dừng máy, tránh lỗi lặp và làm cho bảo trì trở nên có thể dự đoán được.

Tính toán số học trong PLC Mitsubishi
Thiết kế hệ thống PLC cho dây chuyền sản xuất ổn định
Ổn định không chỉ là “không lỗi”, mà là phản ứng đúng trong mọi trạng thái: khởi động, chạy bình thường, dừng có kiểm soát, dừng khẩn và phục hồi sau sự cố. Ngay từ đầu, cần quy ước rõ trạng thái máy, điều kiện cho phép chạy, và hành vi mặc định khi mất tín hiệu. Khi hệ thống lớn dần, những quy ước này trở thành nền tảng để mở rộng mà không phá vỡ logic cũ.
Ở góc độ vận hành, tính ổn định còn thể hiện qua khả năng chẩn đoán: lỗi phải hiện đúng nguyên nhân gốc, không phải “báo chung chung”. Điều này phụ thuộc mạnh vào cấu trúc chương trình và cách bạn tổ chức vùng dữ liệu, bộ đếm thời gian, bộ lọc nhiễu, cũng như các phép tính kiểm tra hợp lệ của tín hiệu.
Kiến trúc tín hiệu: từ I/O đến “ngữ nghĩa” của dữ liệu
Một sai lầm phổ biến là nối I/O và viết logic theo kiểu “thấy gì xử lý nấy”, dẫn đến lặp code, khó kiểm tra và dễ xung đột liên động. Cách làm chuyên nghiệp là tách lớp: I/O vật lý, tín hiệu đã chuẩn hóa, trạng thái chức năng, và lệnh điều khiển. Khi đó, việc lập trình PLC công nghiệp trở nên có cấu trúc, dễ review và dễ chứng minh tính đúng.
Các phép tính số học cũng cần được kiểm soát: giới hạn min/max, ramp, chống tràn, và kiểm tra dữ liệu “không hợp lệ” từ analog. Nếu không, một dao động nhỏ của cảm biến có thể biến thành dao động lớn ở cơ cấu chấp hành, gây rung, mài mòn và giảm chất lượng sản phẩm.
Liên động, an toàn và trạng thái dừng có kiểm soát
Liên động nên được thiết kế theo hướng “fail-safe”: điều kiện không chắc chắn thì không cho phép chạy, nhưng vẫn phải giữ được khả năng chẩn đoán. Với dây chuyền nhiều trạm, cần định nghĩa rõ ưu tiên dừng: dừng mềm, dừng nhanh, dừng khẩn; và những phần nào được phép hoàn tất chu kỳ để tránh kẹt sản phẩm.
Ở đây, tự động hóa điều khiển không chỉ là chạy nhanh hơn, mà là làm cho rủi ro có thể quản trị được. Nếu có tiêu chuẩn nội bộ hoặc yêu cầu khách hàng, hãy đồng bộ hóa với tầng an toàn (relay/safety PLC), và luôn có tài liệu mô tả trạng thái hệ thống khi E-stop, mở cửa bảo vệ, mất khí nén hoặc mất nguồn.
Điều khiển quá trình: chọn đúng chiến lược, không “lạm dụng PID”
Nhiều dây chuyền chỉ cần điều khiển theo trình tự, nhưng với nhiệt, áp, lưu lượng hoặc lực ép, bài toán trở thành điều khiển liên tục. Khi đó, kỹ thuật tune tham số, chống bão hòa, và lọc nhiễu quyết định chất lượng sản phẩm và độ êm máy. Việc lựa chọn chu kỳ quét, thời gian lấy mẫu và cách scale analog nên được nêu rõ trong tài liệu, để người bảo trì không “đoán mò”.
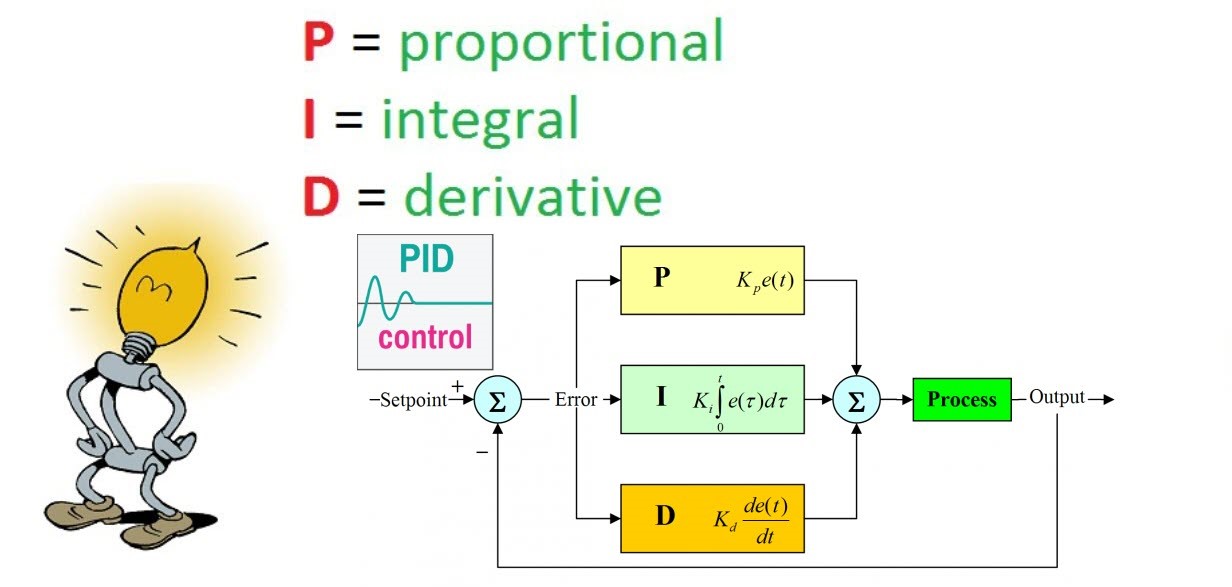
Thuật toán PID cho điều khiển chính xác
Quy trình triển khai: từ thiết kế đến chạy thử tại hiện trường
Để tránh “chạy được rồi sửa tiếp” ở giai đoạn FAT/SAT, quy trình nên bắt đầu bằng định nghĩa I/O list, mô tả trình tự (sequence), và ma trận liên động. Chỉ khi các tài liệu này ổn, bạn mới tối ưu hóa code và HMI; nếu không, mọi tinh chỉnh sẽ tạo nợ kỹ thuật và kéo dài commissioning.
- Thiết kế kiến trúc chương trình theo module: trạm, cụm chức năng, và thư viện dùng lại.
- Mô phỏng logic với tín hiệu giả lập để bắt lỗi liên động trước khi có máy thật.
- Chuẩn hóa cảnh báo: mã lỗi, điều kiện phát sinh, hướng dẫn khôi phục, và log sự kiện.
- Đồng bộ tài liệu: sơ đồ điện, layout tủ, BOM, và hướng dẫn vận hành/bảo trì.
Nếu bạn xây dựng dây chuyền theo hướng “sản phẩm hóa”, việc dùng một automation system có thư viện chuẩn và quy chuẩn tài liệu thống nhất sẽ giảm đáng kể thời gian triển khai giữa các dự án. Khi hệ thống được tiêu chuẩn hóa, đào tạo vận hành và chuyển giao cũng nhanh hơn, vì giao diện và hành vi máy nhất quán.
Hiệu năng và độ tin cậy: những chi tiết thường bị bỏ sót
Ngoài logic, hãy kiểm tra tải CPU, thời gian quét, và băng thông truyền thông (Profinet/EtherNet/IP/Modbus TCP). Một hệ chạy ổn trên bàn có thể trễ nhịp khi gắn đủ biến tần, servo và HMI/SCADA. Trong thực tế, thiết kế hệ thống PLC tốt luôn có ngân sách thời gian và cơ chế chống nghẽn truyền thông.
Đồng thời, quản lý phiên bản chương trình là bắt buộc: ai sửa, sửa gì, khi nào, và có quay lui được không. Điều này đặc biệt quan trọng trong môi trường nhiều ca, vì một thay đổi nhỏ có thể ảnh hưởng domino tới các trạm liên quan.
Ví dụ PID áp dụng trong thực tế
Tích hợp QC tự động và chẩn đoán để giảm dừng máy
Với dây chuyền sản xuất, QC tự động không nên là “phần thêm vào”, mà là một vòng phản hồi cho điều khiển: đo, so sánh với chuẩn, khoanh vùng lỗi, và đưa ra hành động an toàn. Các điểm đo nên được gắn với mã lô, thời gian, và trạng thái công đoạn; như vậy khi có khiếu nại chất lượng, bạn truy vết được nguyên nhân thay vì phỏng đoán.
Khi làm việc với đối tác tích hợp tổng thể như IDEA Group, điều quan trọng là thống nhất chuẩn giao tiếp dữ liệu và cách đặt tên tag ngay từ đầu. Nhờ đó, việc nối SCADA/MES, báo cáo OEE, và phân tích dừng máy sẽ liền mạch, không phát sinh “dịch nghĩa” giữa các nhóm điện, cơ khí và sản xuất.
Tiêu chí nghiệm thu thực dụng cho hệ PLC ổn định
- Khởi động và dừng lặp lại không phát sinh lỗi trạng thái.
- Mất tín hiệu/đứt cảm biến được phát hiện và đưa hệ về trạng thái an toàn.
- Cảnh báo có hướng dẫn khôi phục rõ ràng, không tạo lỗi “ảo”.
- Dữ liệu QC và log sự kiện đủ để truy vết trong 5–10 phút.
Một dây chuyền vận hành bền vững là kết quả của nhiều quyết định nhỏ nhưng nhất quán: kiến trúc tín hiệu sạch, liên động có nguyên tắc, điều khiển quá trình đúng chỗ và hệ chẩn đoán đủ sâu. Khi bạn xem thiết kế hệ thống PLC như một phần của sản phẩm kỹ thuật hoàn chỉnh, việc lập trình PLC công nghiệp và tự động hóa điều khiển sẽ không còn là “viết cho chạy”, mà là xây dựng một nền tảng có thể mở rộng, kiểm chứng và bảo trì lâu dài.